

.png)
Venair Biotech faced the need to modernize its quality control system in the silicone tube manufacturing line, a process that until now was executed manually by operators, with severe limitations in terms of traceability, precision and efficiency.
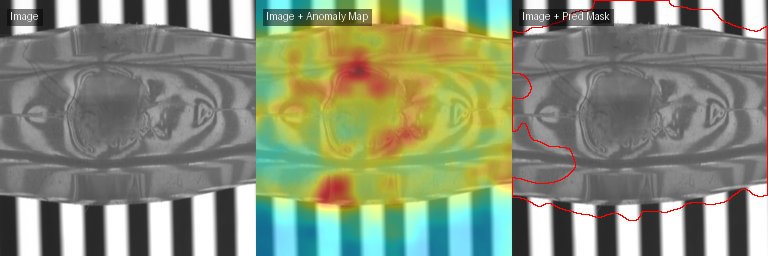
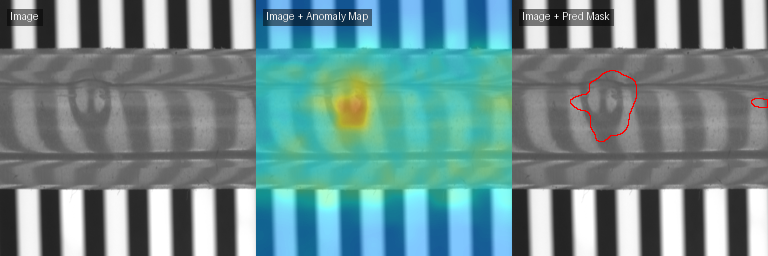
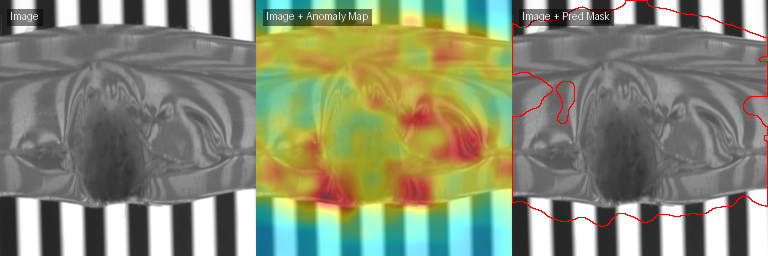
The main objective of the project was to develop an automated visual inspection system based on Machine Vision (VA) And Artificial Intelligence (AI), capable of detecting surface and structural defects in tubes in real time during the post-extrusion phase.
The previous inspection system had a number of technical and operational limitations:
This context motivated the need for an intelligent, automatic and traceable system, aligned with the principles of industrial digitalization and total quality.
A modular system was designed with the following capabilities:
Two main approaches were evaluated:
The PADim model was finally selected for its greater precision, lower latency (<100 ms), robustness to variations and ease of operational integration.
The project made it possible to transform a manual, limited and poorly traceable process into a robust, interpretive automated inspection system aligned with the most demanding industrial quality standards. The combination of artificial vision, explainable AI, automation and integration with plant systems consolidates Venair Biotech's ability to compete in the biomedical sector with higher quality products and more efficient processes.
Datos Procesados
Volumen de datos procesados por la solución en el proceso de entramiento y producción.
Mejora de EGP
Mejora de la eficiencia global productiva del proyecto. Métrica que impacta a la rentabilidad de planta.
Accuracy de los modelos.
La unidad de medida que empleamos para medir la precisión de nuestros modelos y soluciones.


Venair Biotech faced the need to modernize its quality control system in the silicone tube manufacturing line, a process that until now was executed manually by operators, with severe limitations in terms of traceability, precision and efficiency.
The main objective of the project was to develop an automated visual inspection system based on Machine Vision (VA) And Artificial Intelligence (AI), capable of detecting surface and structural defects in tubes in real time during the post-extrusion phase.
The previous inspection system had a number of technical and operational limitations:
This context motivated the need for an intelligent, automatic and traceable system, aligned with the principles of industrial digitalization and total quality.
A modular system was designed with the following capabilities:
Two main approaches were evaluated:
The PADim model was finally selected for its greater precision, lower latency (<100 ms), robustness to variations and ease of operational integration.
The project made it possible to transform a manual, limited and poorly traceable process into a robust, interpretive automated inspection system aligned with the most demanding industrial quality standards. The combination of artificial vision, explainable AI, automation and integration with plant systems consolidates Venair Biotech's ability to compete in the biomedical sector with higher quality products and more efficient processes.
Datos Procesados
sit amet in order consectetur. Condimentum mi consequat eget.
Datos Procesados
sit amet in order consectetur. Condimentum mi consequat eget.
Datos Procesados
sit amet in order consectetur. Condimentum mi consequat eget.
Project for the detection of defects in the manufacture of food products by vision.


Prediction of future unplanned shutdowns due to breakages of critical industrial machinery.


Predictive modeling and optimization of performance and efficiency based on operating conditions.


Project for the detection of defects in the manufacture of food products by vision.
.png)
Prediction of future unplanned shutdowns due to breakages of critical industrial machinery.

Predictive modeling and optimization of performance and efficiency based on operating conditions.

Lorem ipsum color sit amet, consectetur adipiscing elite. Suspended Varius Enim in Eros Elementum Tristique. Duis cursus, mi quis viverra ornare, Eros Dolor Interdum Nulla,



Lorem ipsum color sit amet, consectetur adipiscing elite. Suspended Varius Enim in Eros Elementum Tristique. Duis cursus, mi quis viverra ornare, Eros Dolor Interdum Nulla,
Lorem ipsum color sit amet, consectetur adipiscing elite. Suspended Varius Enim in Eros Elementum Tristique. Duis cursus, mi quis viverra ornare, Eros Dolor Interdum Nulla,









.png)
.png)







