Automated plant e IA industrial
Una automated plant no es una fabrica con mas automatismos: es una planta capaz de capturar datos fiables, coordinar equipos, validar consignas y convertir lo que ocurre en produccion en decisiones operativas.
El salto relevante aparece cuando PLCs, sensores, sistemas de planificacion, calidad, mantenimiento y analitica industrial dejan de funcionar como islas. Entonces la automatizacion pasa de ejecutar ordenes a sostener una operacion conectada, trazable y preparada para IA.
Resumen inicial
Una automated plant, o planta automatizada avanzada, integra equipos de produccion, PLCs, datos de proceso, trazabilidad, sistemas empresariales y software de decision para operar con mayor estabilidad, visibilidad y capacidad de respuesta.
El objetivo no es digitalizar por digitalizar. Es conectar la realidad fisica de planta con una capa de informacion que permita monitorizar, anticipar desviaciones, reducir paradas, mejorar calidad y escalar casos de IA industrial sobre una base fiable.
Que es una automated plant
Una automated plant es una planta de produccion donde los procesos fisicos, los sistemas de control y las aplicaciones de negocio trabajan de forma coordinada. En una vision industrial madura, la automatizacion no se limita a una maquina que ejecuta ciclos; incluye la captura de estados, alarmas, contadores, variables de proceso, recetas, ordenes, controles de calidad y eventos de trazabilidad.
La diferencia frente a una automatizacion tradicional esta en la capa de decision. Una planta puede tener PLCs, robots o lineas muy automatizadas y seguir funcionando con poca visibilidad si los datos no estan normalizados, contextualizados y conectados con las decisiones de produccion. La automated plant busca cerrar ese hueco.
Una automated plant es una arquitectura operativa que conecta equipos, datos, reglas, consignas y sistemas de gestion para que la planta pueda ejecutar, medir, corregir y aprender con menos friccion.
Por que importa ahora
La presion sobre las plantas industriales ha cambiado. Ya no basta con producir mas; hay que producir con menos variabilidad, menos desperdicio, menos paradas y mas capacidad de adaptacion. En ese contexto, una automated plant aporta valor porque reduce la distancia entre lo que ocurre en la linea y lo que decide el equipo de operaciones.
Lecturas de estados, alarmas, contadores y variables permiten entender el comportamiento de cada linea sin esperar al cierre del turno.
Orden, lote, receta, maquina, inspeccion y producto terminado quedan conectados para investigar incidencias y sostener auditorias.
Los modelos predictivos y prescriptivos necesitan datos con contexto. Sin esa base, la IA se queda en piloto y no llega al dia a dia.
Este enfoque encaja con una idea central en la IA industrial: el dato no vale por volumen, sino por su capacidad para explicar un proceso y mejorar una decision. Datision desarrolla este punto en su guia de IA industrial para principiantes, donde separa dato industrial, modelo y caso de uso como tres piezas que deben trabajar juntas.
Arquitectura basica de una automated plant
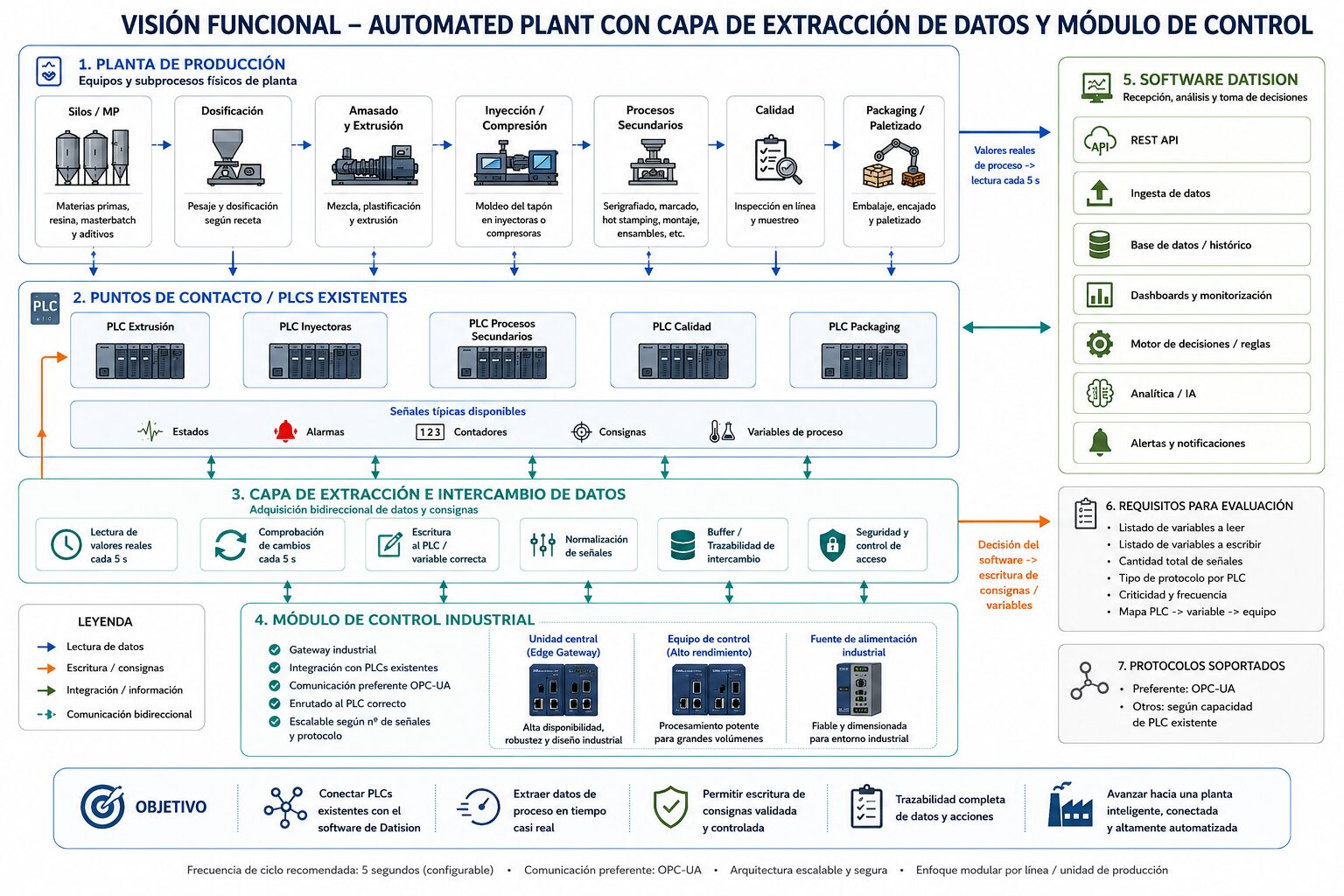
Una planta automatizada avanzada suele organizarse en cinco capas. La clave no es que todas existan con el mismo nombre, sino que la funcion quede cubierta con seguridad, trazabilidad y gobierno.
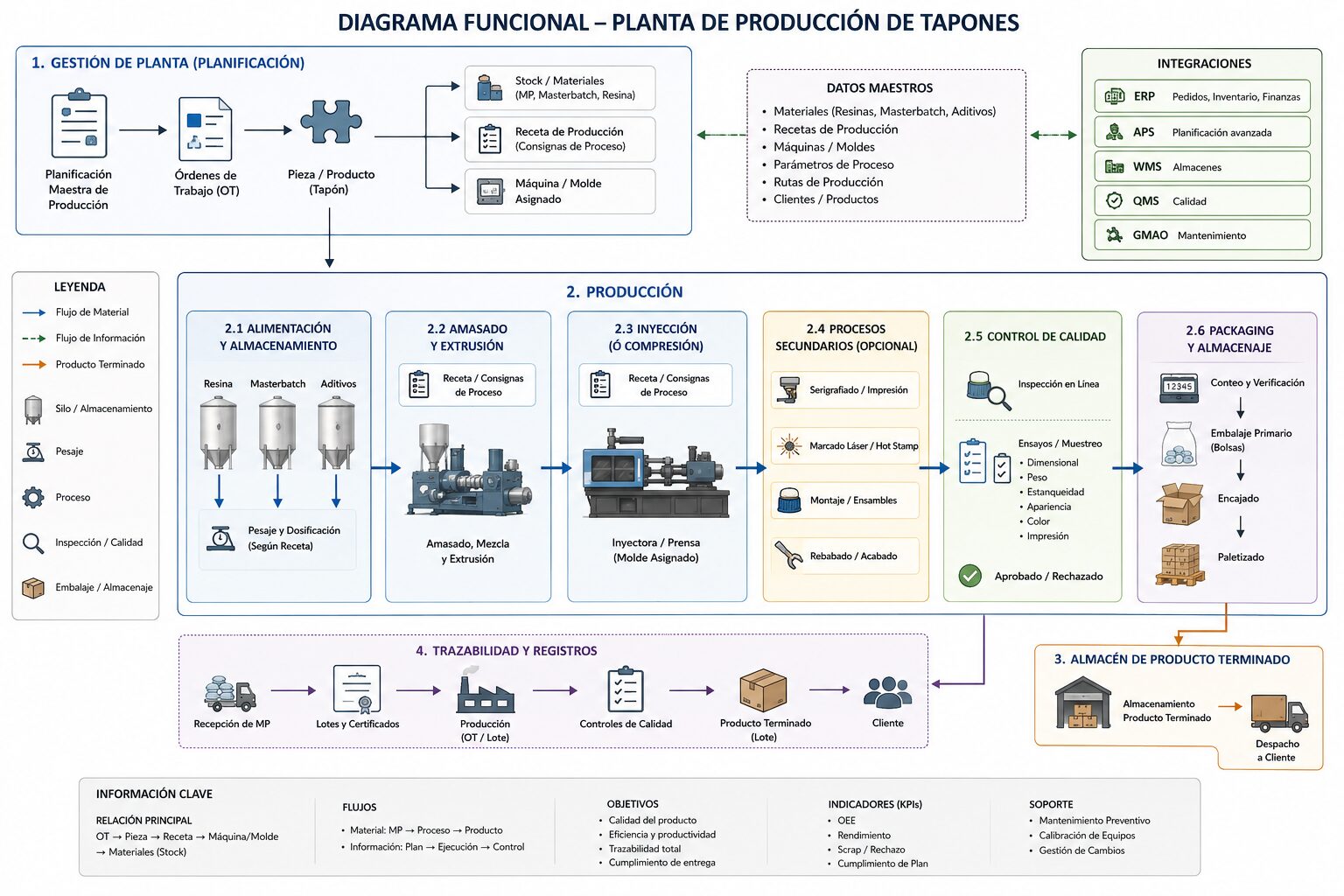
Planta de produccion
Incluye silos, dosificacion, amasado, extrusion, inyeccion, procesos secundarios, calidad, packaging y almacenaje. Es la realidad fisica que genera datos y recibe consignas.
PLCs y puntos de contacto
Son la frontera entre equipos y sistemas. Exponen estados, alarmas, contadores, variables de proceso y, cuando procede, puntos de escritura controlada.
Capa de extraccion e intercambio
Normaliza senales, comprueba cambios, mantiene buffers, gestiona seguridad y evita que cada integracion dependa de una conexion fragil punto a punto.
Modulo de control industrial
Actua como pasarela robusta entre OT e IT: enruta datos, valida protocolos, escala segun volumen y controla que las escrituras sean seguras.
Software de analisis y decision
Recibe datos historicos y en vivo, construye dashboards, aplica reglas, genera alertas y habilita analitica o IA para decidir con mas contexto.
Datos que conviene capturar
La captura de datos debe partir de las decisiones que se quieren mejorar. En una planta de produccion discreta o semi continua, los datos utiles suelen agruparse por contexto operativo: que se esta fabricando, con que receta, en que maquina, bajo que condiciones, con que resultado y con que incidencias.
| Tipo de dato | Ejemplos | Decision que habilita |
|---|---|---|
| Produccion y estado | Orden activa, contador, ciclo, marcha, paro, microparadas, velocidad. | Seguimiento de plan, rendimiento, disponibilidad y deteccion de cuellos de botella. |
| Proceso | Temperaturas, presiones, consumo, dosificacion, parametros de receta, consignas. | Control de estabilidad, optimizacion de setpoints y analisis de desviaciones. |
| Calidad | Inspecciones, peso, dimensionales, color, estanqueidad, rechazo, scrap. | Calidad predictiva, retencion selectiva de lotes y reduccion de defecto recurrente. |
| Trazabilidad | Lote de materia prima, lote de producto, maquina, molde, turno, operador, certificados. | Investigacion de causa raiz, auditorias, reclamaciones y cumplimiento regulatorio. |
| Mantenimiento | Alarmas, horas de funcionamiento, eventos, intervenciones, criticidad, condicion. | Mantenimiento predictivo, priorizacion de incidencias y reduccion de paradas no planificadas. |
Cuando estos datos se gobiernan bien, se reduce la dependencia de hojas aisladas, transcripciones manuales y decisiones basadas en intuicion incompleta. Para profundizar en esa base, la guia de gobernanza de datos OT/IT para IA industrial explica por que ordenar la capa de datos es una condicion para que los modelos sean fiables, trazables y operativos.
Lectura, escritura y control: la parte que no conviene improvisar
En muchas plantas, la primera fase consiste en leer datos de PLCs existentes. Es un paso razonable: permite observar estados, alarmas, contadores y variables sin alterar la operacion. Pero una automated plant madura suele necesitar tambien escritura controlada de consignas, recetas o parametros. Ahi el disenio debe ser mas riguroso.
Frecuencia adecuada, unidades claras, marcas temporales coherentes y mapeo entre variable, equipo y proceso.
Permisos, limites operativos, confirmacion del PLC correcto y registro de cada accion para trazabilidad.
Segmentacion, autenticacion, control de accesos y diseno que no comprometa la continuidad de planta.
El estandar OPC UA es una referencia habitual para interoperabilidad industrial porque facilita intercambio de informacion seguro, estructurado y con independencia de fabricante o plataforma. La OPC Foundation lo describe como un estandar de comunicacion industrial para integrar sistemas heterogeneos, datos historicos, eventos y modelos de informacion en entornos de Industrie 4.0 e IIoT.
Beneficios operativos de una automated plant
El retorno no viene de instalar una capa tecnica, sino de usarla para resolver problemas concretos. Una automated plant bien planteada mejora la operacion porque convierte la informacion de proceso en una capacidad de gestion recurrente.
| Beneficio | Como se consigue | KPI asociado |
|---|---|---|
| Menos paradas no planificadas | Deteccion temprana de alarmas, patrones de degradacion y condiciones anormales. | Disponibilidad, MTBF, MTTR. |
| Mejor calidad | Relacionando variables de proceso, receta, materia prima, molde y resultado de inspeccion. | Scrap, rechazo, retrabajo, reclamaciones. |
| Mas cumplimiento del plan | Conectando ordenes, estados reales, capacidad, incidencias y avance de produccion. | Adherencia al plan, lead time, OTIF. |
| Mayor trazabilidad | Registrando lote, maquina, receta, controles, eventos y producto terminado. | Tiempo de investigacion, cobertura de lote, auditorias superadas. |
| Mejor priorizacion de inversiones | Midiendo impacto, esfuerzo, frecuencia del problema y capacidad de despliegue. | ROI, payback, valor anualizado del caso. |
En proyectos de IA industrial, esta priorizacion es decisiva. Datision propone evaluar casos por decision de negocio, dueno operativo y metrica de retorno desde el inicio en su articulo sobre ROI de IA industrial.
Como empezar sin sobredimensionar el proyecto
El error habitual es intentar construir la planta perfecta antes de obtener aprendizaje operativo. Una ruta mas realista consiste en elegir una linea, una familia de productos o una celda critica, conectar las senales que explican una decision importante y medir impacto antes de escalar.
- Mapear el flujo real. Orden, receta, materiales, maquina, controles, lote y salida a almacen.
- Inventariar variables. Separar datos disponibles, datos necesarios, frecuencia, propietario y calidad de cada senal.
- Definir decisiones. Por ejemplo: parar o no parar, ajustar consigna, retener lote, replanificar, intervenir mantenimiento.
- Crear una capa de intercambio. Con lectura estable, normalizacion, seguridad y trazabilidad de eventos.
- Medir un primer caso. Elegir un KPI visible: scrap, OEE, tiempo de paro, consumo, cumplimiento de plan o rechazos.
- Escalar con criterio. Reutilizar arquitectura, gobierno y aprendizajes en nuevas lineas o procesos.
Un buen primer caso de automated plant no es necesariamente el mas ambicioso. Suele ser el que combina datos accesibles, dolor operativo frecuente, dueno claro y una decision que puede cambiarse en planta sin redisenar toda la fabrica.
Errores frecuentes
Leer miles de variables no sirve si no se sabe a que equipo, producto, orden, lote o decision pertenece cada una.
Visualizar no equivale a mejorar. El valor aparece cuando el dato activa una accion, una alerta o una recomendacion util.
La escritura de consignas requiere limites, validaciones y registro. Sin eso, la automatizacion aumenta el riesgo operativo.
Operaciones, mantenimiento, calidad e IT deben validar senales, restricciones y acciones. Sin adopcion, la arquitectura queda infrautilizada.
Sin datos historizados y comparables, cuesta detectar patrones, medir impacto o entrenar modelos con fiabilidad.
Multiplicar lineas con un modelo fragil solo multiplica incidencias. Conviene estabilizar una base reutilizable.
Automated plant e IA generativa: donde encaja realmente
La IA generativa puede aportar valor en una automated plant, pero no sustituye a la arquitectura industrial. Su mejor papel aparece cuando existe una base de datos clara: historicos, alarmas, eventos, instrucciones, fichas de equipo, recetas, incidencias y reglas de operacion.
Sobre esa base, puede ayudar a resumir incidencias, explicar cambios de comportamiento, preparar informes de turno, asistir a mantenimiento, consultar documentacion tecnica o convertir alertas complejas en informacion comprensible. Pero para que sea fiable necesita contexto, permisos y trazabilidad. La IA generativa no debe improvisar consignas ni actuar sobre planta sin una capa de control validada.
FAQs sobre automated plant
Una automated plant es lo mismo que una smart factory?
No exactamente. Una automated plant se centra en automatizar, conectar y controlar la operacion de planta. Una smart factory suele implicar un nivel mas amplio de autonomia, optimizacion, aprendizaje y adaptacion. En la practica, una automated plant bien disenada es una base necesaria para avanzar hacia una smart factory.
Hace falta cambiar todos los PLCs existentes?
Normalmente no. Muchos proyectos empiezan integrando PLCs existentes mediante una capa de extraccion e intercambio. Lo importante es evaluar protocolos disponibles, variables accesibles, frecuencia, criticidad, seguridad y capacidad de escritura cuando sea necesaria.
Que frecuencia de lectura es adecuada?
Depende del proceso y de la decision. Para monitorizacion operativa pueden bastar segundos; para control avanzado o eventos rapidos puede hacer falta mayor resolucion. La frecuencia debe definirse por criticidad, dinamica del proceso, volumen de datos y capacidad de la infraestructura.
Cuando tiene sentido aplicar IA?
Cuando hay una decision repetida, datos relacionados con el fenomeno, variabilidad relevante y una metrica de impacto clara. La IA puede ayudar a predecir fallos, anticipar defectos, recomendar consignas, detectar anomalias o priorizar acciones.
Que equipo debe liderar el proyecto?
Debe ser un trabajo conjunto entre operaciones, mantenimiento, calidad, automatizacion, IT/OT y direccion industrial. La tecnologia necesita un dueno operativo porque el resultado final no es una integracion, sino una mejora en planta.
Cierre estrategico
La automated plant es una forma de ordenar la fabrica para que los datos industriales dejen de ser un subproducto de la automatizacion y se conviertan en una capacidad de decision. Su valor esta en conectar planta, sistemas, reglas y personas alrededor de indicadores que importan: calidad, rendimiento, disponibilidad, trazabilidad y cumplimiento del plan.
La mejor hoja de ruta empieza pequena, pero bien conectada: una linea, un flujo, un conjunto de variables utiles y una decision operativa concreta. A partir de ahi, la arquitectura puede crecer con menos riesgo y con mas claridad sobre donde aporta valor la IA industrial.